Технологический процесс ремонта электродвигателей. Технология ремонта и обслуживание асинхронного двигателя с короткозамкнутым ротором Типовая технологическая карта ремонта асинхронного электродвигателя
Предлагаю пример технологической карты текущего ремонта асинхронных электродвигателей 0,4 кВ мощностью 0,5 – 1,5 кВт.
Меры безопасности.
Электродвигатель должен быть обесточен, отключен АВ, установлено заземление, вывешены плакаты. На вводные концы кабеля электродвигателя наложить переносное заземление. Место работ оградить. Работать с применением СИЗ. Работать поверенными приборами и испытанным электроинструментом и приспособлениями.
Состав бригады.
Электромонтер по ремонту электрооборудования с не ниже 3 гр. по электробезопасности. Электромонтер по ремонту электрооборудования с 3 гр. по электробезопасности.
Инструмент.
Ключи гаечные 6 – 32 мм – 1 комплект.
Напильники – 1 комплект.
Набор головок – 1 набор.
Щетка по металлу – 1 шт.
Нож монтерский – 1 шт.
Набор отверток – 1 комплект.
Отвертка слесарная – 1 шт.
Плашки 4 – 16 мм – 1 комплект.
Метчики 4 – 16 мм – 1 комплект.
Набор сверл 3 – 16 мм – 1 комплект.
Монтировка – 1 шт.
Плоскогубцы – 1 шт.
Зубило – 1 шт.
Дрель – 1 шт.
Керн – 1 шт.
Кисть плоская – 2 шт.
Молоток – 1 шт.
Лопата – 1 шт.
Щётка-смётка – 1 шт.
Приспособления, приборы, механизмы, защитные средства.
Микроомметр – 1 шт.
Мегомметр 500 В -1 шт.
Уровень микрометрический – 1 шт.
Паяльный инструмент – 1 шт.
Набор щупов – 1 комплект.
Штангенциркуль – 1 шт.
Защитные каски – индивидуально.
Указатель напряжения (380в).
Аптечка – 1 шт.
Рукавицы – 2 пары.
Защитные очки – 2 шт.
Материалы и запасные части.
Припой ПОС – 0,02 кг
Припой медно-фосфорный – 0,02 кг
Спирт – 0,05 кг
Герметик – прокладка маслостойкий – 50 мл
Стеклолента – 0,150 кг
Лак электроизоляционный – 0,4 кг
Бумага наждачная – 0,5 м
Материалы обтирочные – 0,5 кг
Лента ПХВ – 0,05 кг
Канифоль – 0,005 кг
Лента киперная – 0,5 м
Смазка ЦИАТИМ – 221 – 0,3 кг
Уайт-спирит – 0,3 л
Последовательность операций .
| № п/п | Наименование и содержание работ | Оборудование и приспособления | Технические требования |
|---|---|---|---|
| 1 | Наружный осмотр электрической машины, в том числе систем управления, защиты, вентиляции и охлаждения. | Соответствие техническим паспортам по эксплуатации и электрическим схемам. | |
| 2 | Визуальная проверка состояния заземляющего проводника; проверка состояния контура заземления. | Молоток, лопата | Отсутствие антикорозийного покрытия, ослабление крепления, механические повреждения не допускаются. |
| 3 | Проверка на отсутствие посторонних шумов. | Посторонние шумы не допускаются. | |
| 4 | Чистка доступных частей от загрязнения и пыли. | Уайт спирит, ветошь, щётка по металлу, щётка-смётка. | |
| 5 | Осмотр элементов соединения двигателя с приводимым механизмом. | Трещины по швам, разрывы, перекосы, ослабления резьбовых соединений не допускаются. | |
| 6 | Проверка подсоединения и надежности уплотнения подводимых кабелей, технического состояния и герметичности вводных коробок и муфт уплотненного ввода; проверка состояния уплотнителей, поверхностей и деталей, обеспечивающих взрывозащиту; взрывонепроницаемость вводов кабелей и проводов. | Набор слесарных щупов №1 Набор инструментов набор отвёрток Набор головок. | Шероховатость рабочей поверхности Rd не более 1,25 мкм. |
| 7 | Проверка крепления электропривода к раме (задвижке). | Набор инструментов. Набор головок. | Ослабления крепления не допускаются. |
| 8 | Осмотр состояния пуско-регулирующей аппаратуры (ПРА). | ||
| 9 | Продувка статора и ротора сжатым воздухом. | Компрессор. | |
| 10 | Проверка сопротивления изоляции обмоток; при необходимости сушка. | Мегомметр напряжением 500В. | Сопротивление изоляции не должно быть менее 0,5 МОм. |
| 11 | Проверка сопряжения деталей, обеспечивающих герметичность. | Набор слесарных щупов №1. Набор инструментов, набор отвёрток. Набор головок, герметик. | Величины зазоров указаны в руководстве по эксплуатации. |
| 12 | Проверка наличия смазки в подшипниках электродвигателя, (при наличии пресс маслёнки пополнение). | Смазка ЦИАТИМ – 221, шприц для запрессовки смазки. | |
| 13 | Осмотр, зачистка и подтяжка контактных соединений. | Набор инструментов. Шкурка шлифовальная тканевая по ГОСТ 5009-82. | Перекосы, наличие окиси, ослабления контактных соединений не допускаются. |
| 14 | Ревизия узлов автоматических выключателей. | Набор инструментов. Набор отвёрток. | |
| 15 | Проверка наличия маркировки кабелей, надписей и обозначений на кожухе, при необходимости восстановление. | Кисть, краска (табличка). | Отсутствие маркировки и надписей не допускаются. |
Дополнительно, возможно указать в таблице трудоемкость, трудозатраты, и другую, необходимую информацию, применимо к вашим условиям.
Заполнение технологической карты ремонта механической части электродвигателя
Задание: Составить технологическую карту ремонта механической части электродвигателя по образцу таблицы 1. Карту составить отдельно по ремонту сердечников, корпусов и подшипниковых щитов, ремонту валов.
1) Изучить теоретический материал по ремонту механической части электродвигателя, используя учебное пособие , Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, §§ 9.1; 9.2;.9.3. (предоставляется преподавателем).
Таблица 1. Технологическая карта ремонта механической части электродвигателя
электродвигателя переменного тока
Цель работы: усвоение умения заполнять маршрутно-технологическую документацию ремонта механической части электродвигателя
Задание: Составить таблицу последовательности разборки и сборки электродвигателя переменного тока по образцу таблицы 1.
1) Изучить теоретический материал по разборки и сборки электродвигателя переменного тока, используя учебное пособие, Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, §§ 8.3., 10.5. (предоставляется преподавателем).
Инструкционная карта практической работы № 28
Описание последовательности разборки и сборки
электродвигателя постоянного тока
Цель работы: усвоение умения заполнять маршрутно-технологическую документацию ремонта механической части электродвигателя
Задание: Составить таблицу последовательности разборки и сборки электродвигателя постоянного тока по образцу таблицы 1.
1) Изучить теоретический материал по разборки и сборки электродвигателя постоянного тока, используя учебное пособие, Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, §§ 8.3., 10.5. (предоставляется преподавателем).
2) Заполнить графы таблицы 1. отдельно по разборке и сборке.
Таблица 1. Последовательность разборки и сборки электродвигателя переменного тока
Инструкционная карта практической работы № 29
Заполнение технологической карты ремонта обмотки
Цель работы: усвоение умения заполнять маршрутно-технологическую документацию ремонта обмотки электрического двигателя переменного тока
Задание: Составить технологическую карту ремонта обмотки электрического двигателя переменного тока по образцу таблицы 1. Карту составить отдельно по ремонту обмоток из круглого и прямоугольного провода.
1) Изучить теоретический материал по ремонту механической части электродвигателя, используя учебное пособие, Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, §§ 10.1.; 10.2 (предоставляется преподавателем).
2) Заполнить технологическую карту согласно таблице 1. Каждая операции должна содержать не более одного действия. В случае наличия более одного варианта операции, описать каждый вариант, указывая в графе «Описание операции» в каких случаях она выполняется.
электрического двигателя переменного тока
Инструкционная карта практической работы № 30
Заполнение технологической карты ремонта электродвигателя постоянного тока
Цель работы: усвоение умения заполнять маршрутно-технологическую документацию ремонта электродвигателя постоянного тока
Задание: Составить технологическую карту ремонта электродвигателя постоянного тока по образцу таблицы 1. Карту составить отдельно по ремонту якоря, полюсных обмоток.
1) Изучить теоретический материал по ремонту электродвигателя постоянного тока, используя учебное пособие, Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, § 84 (предоставляется преподавателем).
2) Заполнить технологическую карту согласно таблице 1. Каждая операции должна содержать не более одного действия. В случае наличия более одного варианта операции, описать каждый вариант, указывая в графе «Описание операции» в каких случаях она выполняется.
Таблица 1. Технологическая карта ремонта электродвигателя постоянного тока
Инструкционная карта практической работы № 31
Заполнение технологической карты ремонта пускорегулирующей аппаратуры
Цель работы: усвоение умения заполнять маршрутно-технологическую документацию ремонта пускорегулирующей аппаратуры
Задание: Составить технологическую карту ремонта пускорегулирующей аппаратуры по образцу таблицы 1.
1) Изучить теоретический материал по ремонту пускорегулирующей аппаратуры, используя учебное пособие, Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования, § 14.4. (предоставляется преподавателем).
2) Заполнить технологическую карту согласно таблице 1. Каждая операции должна содержать не более одного действия. В случае наличия более одного варианта операции, описать каждый вариант, указывая в графе «Описание операции» в каких случаях она выполняется.
Таблица 1. Технологическая карта ремонта обмотки
электрического двигателя переменного тока
Наименование технологической операции | Механизмы, инструменты, приспособления, материалы | Описание операции и условий ее выполнения |
|
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://allbest.ru
ВВЕДЕНИЕ
1. ОБЩАЯ ЧАСТЬ
1.1 Производственно-энергетическая характеристика агрегатной
1.2 Основное электромеханическое оборудование агрегатной
1.3 Уровни и структура энергопотребления агрегатной
2. Специальная часть
2.1 Организация эксплуатации электрооборудования агрегатной
2.2 Виды и особенности эксплуатационных работ
2.3 Виды ремонта электрооборудования
2.4 Монтаж оборудования
2.5 Виды ремонта электрооборудования
2.6 Техническое обслуживание
2.7 Текущий ремонт
2.8 Капитальный ремонт
2.9 Типичные неисправности электродвигателей и их последствия
2.10 Фактический годовой фонд работы двигателя и структура ремонтного цикла
3. Организационно-технологическая часть
3.1 Определение необходимого времени капитального ремонта и численности ремонтной бригады
3.2 Составление ведомости на запасное оборудование и материалы, необходимые для эксплуатации
4. техника безопасности
4.1 Мероприятия по технике безопасности при ремонте и эксплуатации асинхронного двигателя с короткозамкнутым ротором 4А200М3У3
Заключение
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Повышение эффективности производства продукции и услуг требует от производства предприятия, организации эффективного использования различных ресурсов, включая энергетические, для этого необходимо, в частности обеспечить бесперебойную работу электрического оборудования. Для этого необходимо наладить эффективную систему эксплуатации оборудования.
Актуальность курсовой работы заключается в знании правил организации технического обслуживания электродвигателя, и даёт возможность осуществить бесперебойную работу оборудования.
Целью курсового проекта является определение целесообразности капитального ремонта асинхронного электродвигателя. Для этого необходимо решить некоторые задачи:
Составление производственно-энергетической характеристики цеха;
Указать особенности основного электромеханического оборудования цеха;
Определение уровней и структуры электропотребления цеха;
Рассмотрение отдельных этапов эксплуатационных работ;
Расчет фактического годового фонда двигателя и составление графика ППР двигателя;
Составление технологической карты капитального ремонта двигателя;
Расчет времени на капитальный ремонт двигателя, численности бригады;
Рассмотрение вопросов охраны труда и техники безопасности.
1. ОБЩАЯ ЧАСТЬ
1.1 Производственно-энергетическая характеристика агрегатной
Насосная станция (НС) предназначена для мелиорации. На НС находятся машинный зал, ремонтный участок, агрегатную, сварочный пост, служебные, бытовые и вспомогательные помещения. НС получает электроснабжение от электростанции по воздушной ЛЭП-35.
Расстояние от электростанции до собственной трансформаторной подстанции (ТП) -- 5 км. ТП находится вне помещения НС на расстоянии 10 км.
Потребители электроэнергии по надёжности электроснабжения относятся к 1,2 и 3 категориям.
Количество рабочих схем - 3. Основным потребителем является 5 мощных автоматизированных насосных агрегата. Каркас здания и ТП сооружен из блоков-секций длиной 6 м каждый. Размеры здания НС А х В х Н = 42 х 30 х7 м.
Схема расположения электроснабжения на территории насосной станции показан на чертеже 1 В курсовом проекте рассматривается агрегатная Для откачки воды на НС в агрегатной поставлены 5 электродвигателей вакуумных насосов (ЭД ВН).
1.2 Основное электромеханическое оборудование агрегатной
Основными потребителями агрегатной являютсяЭД ВН и ЭД задвижек. В агрегатной в качестве ЭД ВН используется АД 4А200М2У3 37,0 кВт. Данный электродвигатель серии 4А изготавливают с закрытыми обдувателями. Частота вращения вала равняется 3000 об/мин.
Исполнение: АД с короткозамкнутым ротором, привод механизмов основного применения в условиях (У) умеренного климата и (3) категорией размещения. Электродвигатель может работать при температуре от -40 до +40°С и относительной влажности до 98% при 25°С. АД рассчитан на частоту 50 Гц, напряжение 380 В.
В зависимости от способа выполнения обмотки ротора асинхронного двигателя последние разделяются на две большие группы: двигатели с короткозамкнутой обмоткой на роторе и двигатели с фазной обмоткой на роторе или двигатели с контактными кольцами. Двигатели с короткозамкнутой обмоткой на роторе более дешевы в производстве, надежны в эксплуатации, имеют жесткую механическую характеристику, т. е. при изменении нагрузки от нуля до номинальной частота вращения машины уменьшается всего на 2-5%.
К недостаткам этих двигателей относятся трудность осуществления плавного регулирования частоты вращения в широких пределах, сравнительно небольшой пусковой момент, а также большие пусковые токи, в 5-7 раз превышающие номинальный.
Указанными недостатками не обладают двигатели с контактными кольцами, однако конструкция ротора у них существенно сложнее, что ведет к удорожанию двигателя в целом. Поэтому их применяют в случае тяжелых условий пуска и при необходимости плавного регулирования частоты вращения в широком диапазоне.
Асинхронный электродвигатель имеет неподвижную часть - статор, на котором расположена обмотка, создающая вращающее магнитное поле, и подвижную часть - ротор, в котором создается электромагнитный момент, приводящий во вращение сам ротор и исполнительный механизм.
Сердечники статора и ротора набираются из изолированных листов электротехнической стали обычно толщиной 0,5 мм. Листы статора и ротора имеют пазы, в которых размещаются обмотки статора и ротора. В процессе заливки образуются как стержни обмотки, расположенные в пазах, так и замыкающие их накоротко кольца, расположенные вне сердечника ротора. Кольца могут быть снабжены вентиляционными лопатками для улучшения вентиляции двигателя и теплоотвода от обмотки ротора. Отсутствие изоляции обмотки ротора обеспечивает хороший отвод тепла от обмотки к сердечнику.
Двигатели с короткозамкнутой обмоткой на роторе имеют ряд конструктивных исполнений по форме пазов на роторе. Форма пазов ротора выбирается в зависимости от требований к пусковым характеристикам двигателя.
Наиболее рациональными для пазов ротора с одной клеткой являются трапецеидальные овальные пазы. Ротор называется глубокопазным, если высота паза ротора превышает глубину проникновения магнитного поля. В тех случаях, когда требуются большие значения пускового момента, применяется ротор с двойной клеткой, причем пазы в этом случае могут чередоваться. Пазы могут быть закрытыми или полузакрытыми. Замыкающие кольца в случае литых двойных клеток выполняются общими для обеих клеток.
Конструкция асинхронного двигателя представлена на рисунке 1.
Рисунок 1 -Асинхронный двигатель
Общий вид асинхронного двигателя: подшипники - 1 и 11, вал - 2, подшипниковые щиты - 3 и 9, лапы - 4, ротор - 5, статор - 6, колпак - 7, ребра - 8, вентилятор - 10
Между ротором и статором асинхронного двигателя имеется воздушный зазор. При выборе воздушного зазора сталкиваются противоречивые тенденции.
Однако при малом воздушном зазоре увеличиваются добавочные потери в поверхностном слое статора и ротора, добавочные моменты и шум двигателя. Вследствие роста потерь уменьшается КПД. Поэтому в современных сериях асинхронных двигателей воздушный зазор выбирается несколько большим, чем требуется по механическим соображениям.
Для защиты насоса от выхода в неисправное состояние, двигатель подключают датчики защиты, управления и сигнализации. подключение двигателя к силовой сети с использованием сети управления, защиты и сигнализации так как показано на чертеже 3.
1.3 Уровни и структура энергопотребления агрегатной
Структура уровней электропотребления агрегатной изображена на рисунке 2.
Рисунок 2 - Схема уровней и структуры энергопотребления агрегатной
Деление системы электроснабжения по напряжению до 1 кВ и выше традиционно в соответствии с электроэнергетикой. Однако такое деление не учитывает, что система электроснабжения электрики до 1 кВ и выше также многоступенчата, иерархична. Более подробная схема подключения ЭД ВН и остального оборудования насосной станции показано на чертеже 2.
Теоретически и практически следует различать следующие уровни системы электроснабжения:
Первый уровень - аппарат, механизм, установка, агрегат связанный технологически или территориально и образующих единое изделие с определенной паспортной мощностью; питание по одной линии;
Второй уровень - распределительные пункты и шиты напряжением до 1 кВ переменного и до 1,5 кВ постоянного тока, щиты управления, шкафы силовые, вводно-распределительные устройства, установки.
2. СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Организация эксплуатации электрооборудования агрегатной
Эксплуатация оборудования должна осуществляться в соответствии с требованиями Правил технической эксплуатации (ПТЭ), Правил промышленной (производственной) безопасности (ППБ), ГОСТ и СНиП, в которых изложены основные организационные и технические требования к эксплуатации оборудования. Все действующие на предприятии нормативные технические документы по эксплуатации оборудования должны соответствовать требованиям указанных документов.
Вне зависимости от ведомственной принадлежности и форм собственности предприятий (государственные, акционерные, кооперативные, индивидуальные и т.д.) при использовании оборудования для выпуска продукции и оказания услуг на предприятии должна быть организована правильная эксплуатация оборудования, которая во многом определяет его исправность в течение всего срока службы.
Правильная эксплуатация оборудования предусматривает:
Разработку должностных и производственных инструкций для оперативного и оперативно-ремонтного персонала;
Правильный подбор и расстановку кадров;
Обучение всего персонала и проверку его знаний правил эксплуатации, производственной безопасности, должностных и производственных инструкций;
Исключение выполнения оборудованием работ, отрицательно влияющих на окружающую среду;
Организацию достоверного учета и объективного анализа нарушений в работе оборудования, несчастных случаев и принятие мер по установлению причин их возникновения;
Выполнение предписаний органов Федерального надзора.
При совместной эксплуатации оборудования между арендодателем и арендатором заключается договор, в котором оговариваются конкретные обязанности по содержанию в исправном состоянии находящегося в их распоряжении оборудования, порядку его использования и ремонту.
Непосредственно эксплуатацию оборудования осуществляет оперативный персонал по месту нахождения оборудования.
Руководители подразделений, в подчинении которых находится оперативный и оперативно-ремонтный персонал, должны иметь техническую подготовку по соответствующему оборудованию, осуществлять профессиональное руководство и контроль работы подчиненного им персонала. Перечень должностей инженерно-технического персонала утверждает руководитель предприятия.
Лица, не достигшие 18-летнего возраста, к работе на энергоустановках не допускаются. К самостоятельной работе не допускаются практиканты вузов и техникумов. Они могут находиться на рабочих местах только под надзором лица, имеющего соответствующую техническую подготовку.
До назначения на самостоятельную работу или при переходе на другую работу (должность), а также при перерыве в работе более одного года персонал обязан пройти медицинское освидетельствование и обучение на рабочем месте.
По окончании обучения должна быть проведена проверка знаний работников, после чего им присваивается соответствующая группа по безопасности.
После проверки знаний каждый работник должен пройти стажировку на рабочем месте продолжительностью не менее двух недель под руководством опытного работника, после чего он может быть допущен к самостоятельной работе Допуск к стажировке и самостоятельной работе для инженерно-технического персонала оформляется распоряжением по предприятию, для рабочих - распоряжением по цеху.
Проверка знаний правил, должностных и производственных инструкций в соответствии с действующими стандартами производится:
Первичная - перед допуском к самостоятельной работе;
Очередная - один раз в год для оперативного и оперативно-ремонтного персонала, один раз в три года для инженерно-технического персонала;
Внеочередная - при нарушении работником правил и инструкций, по требованию руководителей энергетических цехов, ОГЭ или Федерального надзора.
Лица, не выдержавшие проверку знаний, проходят повторную проверку не ранее чем через 2 недели и не позднее чем через 1 месяц со дня последней проверки.
Лицо, получившее неудовлетворительную оценку при третьей проверке знаний, отстраняется от работы; договор с ним должен быть расторгнут вследствие его недостаточной квалификации.
Проверку знаний инженерно-технического персонала осуществляют комиссии с участием территориального инспектора Федерального надзора, остального персонала - комиссии, состав которых определяет руководитель предприятия. Результат проверки знаний заносится в журнал определенной формы и подписывается всеми членами комиссии.
Персоналу, успешно прошедшему проверку знаний, выдается удостоверение установленной формы.
Использование оборудования на рабочем месте должно производиться в соответствии с требованиями инструкции завода-изготовителя, приведенной в руководстве по эксплуатации (паспорте) соответствующего оборудования. При отсутствии заводской документации инструкции по эксплуатации оборудования необходимо разрабатывать непосредственно на предприятии.
Инструкции по эксплуатации должны содержать следующие сведения:
Порядок приема и сдачи смен, остановки и пуска оборудования, проведения ТО;
Перечисление мер, обеспечивающих бесперебойную, надежную и эффективную работу оборудования;
Перечисление характерных неисправностей, при которых оборудование должно быть остановлено;
Порядок остановки оборудования при аварийных ситуациях, перечень блокировочно - сигнализирующих устройств, отключающих обору-дование при аварии;
Требования по производственной безопасности, производственной санитарии и противопожарным мероприятиям.
Если имеется «Инструкция по рабочему месту», разработанная в соответствии с действующими стандартами, то составление инструкций по эксплуатации не требуется.
В зависимости от характера производства, вида и назначения оборудования оно может закрепляться за оперативным и оперативно-ремонтным персоналом, который обязан:
Соблюдать установленный режим работы оборудования;
Немедленно останавливать оборудование при появлении признаков неисправностей, ведущих к выходу оборудования из строя или создающих опасность для здоровья или жизни людей;
По контрольно-измерительным приборам, визуально и на слух следить за исправной работой оборудования;
Не допускать перегрузок, исключать вредное влияние работающего оборудования на строительные конструкции, повышенные вибрации, температурные воздействия и т.д.;
Контролировать циркуляцию смазки, степень нагрева подшипников.
Основной задачей оперативного персонала цеха является обеспечение бесперебойной работы оборудования путем постоянного и в полном объеме постоянного и в полном объеме проведения ТО. Он несет персональную ответственность за поломки и отказы оборудования, возникшие по его вине.
Допускается использование оперативного и оперативно-ремонтного персонала на работах по переключению технологических схем, подготовке оборудования к ремонту, а также при проведении всех видов ремонтно-профилактических работ.
Мастер цеха обязан помогать оперативному персоналу совершенст-вовать производственные навыки по эксплуатации, предотвращению аварий и предупреждению преждевременного износа оборудования.
Мастер цеха контролирует соблюдение оперативным персоналом инструкции по эксплуатации оборудования, защитных приспособлений и устройств, ведет учет плановых и неплановых ремонтов, аварий и поломок, участвует в составлении актов об авариях и разработке рекомендаций по их предупреждению, осуществляет технический надзор за консервацией неиспользуемого оборудования.
Передача оборудования от смены к смене производится под расписку в сменном журнале. При сдаче смены в сменный журнал по выявлению дефектов заносятся отказы и неисправности, имевшие место в течение смены, в том числе и устраненные.
Ответственность за неправильную эксплуатацию оборудования, тем более приведшую к отказам и авариям, несут непосредственные виновники в соответствии с действующим законодательством.
2.2 Виды и особенности эксплуатационных работ
К основным видам эксплуатационных работ относятся:
· прием - первичный осмотр оборудования с целью определения его комплектности и если необходимо принадлежности. Осуществляется назначенной комиссией, в составе технических и финансовых специалистов предприятия;
· монтаж - в больших объемах проводится специализированной организацией, в малых предприятия специалистами;
· пусконаладочные работы - последний этап перед эксплуатацией, обычно осуществляется сторонними специалистами с привлечением эксплуатационного персонала предприятия, завершается контрольным прогоном всего оборудования в течение 72 часов;
· эксплуатация оборудования;
· хранение;
· списание.
Эксплуатация оборудования включает в себя: техническое обслуживание, текущий и капитальный ремонт. Более подробно эти виды работ описываются в последующих разделах данной курсовой роботе.
2.3 Прием оборудования
Прием оборудования, поступившего от заводов-изготовителей на предприятие, производится комиссиями. Для основного оборудования председателем комиссии является главный инженер - заместитель руководителя предприятия, членами - главный энергетик, главный бухгалтер и руководитель подразделения по принадлежности оборудования, а также представители Федерального надзора для приема оборудования опасных производств.
Остальное (неосновное) оборудование принимается комиссией, члены которой хорошо знакомы с устройством и эксплуатацией принимаемого оборудования.
Комиссии несут ответственность за строгое и точное соблюдение правил приемки оборудования, в том числе:
Выявление внешних дефектов;
Проверка фактической комплектности оборудования и технической документации;
Сохранение оборудования в целостности;
Проверка качества изготовленного оборудования и материалов.
Предприятия обязаны соблюдать правила приема, в том числе проводить входной контроль. В случае нарушения перечисленных выше требований по приему оборудования предприятия-потребители лишаются права на устранение заводом-изготовителем дефектов и возмещение понесенных потребителем убытков.
Прием оборудования, состоящий из проверки наличия технической документации и комплектности поставки, а также выявление внешних дефектов, не требующих разборки оборудования.
Сроки и порядок приема оборудования по качеству, правила вызова представителя завода-изготовителя, порядок составления акта приема оборудования и предъявления поставщику и транспортной организации претензий по поставке продукции, не соответствующей ГОСТ по качеству, комплектности, таре, упаковке и маркировке, техническим условиям и чертежам, определяются действующими нормативными правовыми актами.
При приеме оборудования должна быть обеспечена правильная его разгрузка с железнодорожных платформ и вагонов, грузовых автомобилей и других видов транспорта. Для этой цели у места приема оборудования должны быть оборудованы постоянные механизированные средства или предварительно устроены и доставлены для временного использования специальные разгрузочные средства.
Персонал, осуществляющий разгрузку прибывшего оборудования, должен быть подготовлен к работе по сохранению оборудования в целости и предотвращения поломок или повреждений, которые могут отрицательно повлиять на работу оборудования в период эксплуатации.
Акты приема-передачи оборудования, полностью оформленные и подписанные всеми членами комиссии, передаются в бухгалтерию предприятия для балансового учета, где присваивается инвентарный номер.
Инвентарный номер может присваиваться оборудованию как по объектный, так и на группу оборудования, входящего в состав инвентарного объекта.
Инвентарным объектом основных фондов является:
Объект со всеми приспособлениями и принадлежностями;
Отдельно конструктивно обособленный предмет, предназначенный
для выполнения определенных самостоятельных функций;
Обособленный комплекс конструктивно сочлененных предметов, представляющий собой единое целое и предназначенный для выполнения определенной работы.
Комплекс конструктивно сочлененных предметов - это один или несколько предметов одного или разного назначения, имеющих общие приспособления и принадлежности, общее управление, смонтированные на одном фундаменте, в результате чего каждый входящий в комплекс предмет может выполнять свои функции только в составе комплекса, а не самостоятельно.
2.4 Монтаж оборудования
Монтаж оборудования является последним предэксплуатационным периодом, когда могут быть выявлены и устранены явные и частично скрытые дефекты изготовления и сборки оборудования. Монтажные работы должны быть выполнены таким образом, чтобы не увеличивать количество оставшихся в оборудовании скрытых дефектов. Серьезное внимание следует уделить составу подготовительных работ, имеющих решающее значение как для своевременного и качественного выполнения монтажа оборудования, так и для его будущей эффективной эксплуатации.
Для оборудования, монтаж которого должен производиться или заканчиваться только на месте применения, работы необходимо выполнять в соответствии со специальной инструкцией по монтажу, пуску, регулировке и обкатке изделия на месте применения.
Эту инструкцию машиностроительные заводы обязаны прикладывать к поставляемому оборудованию. Выполнение указанной инструкции позволит предупредить возможность увеличения скрытых дефектов в оборудовании, а также выявить и устранить явные и частично скрытые дефекты изготовления и сборки оборудования.
Процесс монтажа включает работы, качество которых может быть проверено только перед началом выполнения последующих работ. В этом случае приемка выполненных работ, предусмотренная разделом инструкции «Сдача в эксплуатацию смонтированного изделия», осуществляется путем оформления промежуточной приемки с составлением акта на так называемые скрытые работы и приложением его к окончательной приемо-сдаточной документации, если инструкцией не предусмотрено контрольное вскрытие сборочной единицы.
Монтаж и демонтаж оборудования должны осуществляться специализированными бригадами предприятия или специализированных наладочных организаций.
Прием смонтированного оборудования и передача его в эксплуатацию оформляются актом приема-передачи основных фондов.
В акте сдачи смонтированного оборудования требуется подробно изложить порядок проведенного пуска (опробования), регулирования, обкатки и оформления сдачи.
При описании пуска (опробования) в процессе приемки смонтированного оборудования следует указать:
Обеспечение пуска, порядок осмотра и проведения подготовительных операций перед пуском;
Порядок проверки исправности составных частей оборудования и готовность его к пуску;
Порядок включения и выключения оборудования; оценку результатов пуска.
При описании работ по регулированию следует указать:
Последовательность проведения регулировочных операций, способы регулирования отдельных составных частей оборудования, пределы регулирования, применяемые контрольно-измерительные приборы, инструменты и приспособления;
Требования к состоянию оборудования при его регулировании (на ходу или при остановке и т.п.);
Порядок настройки и регулирования оборудования на заданный режим работы, а также продолжительность работы в этом режиме.
В описании работ по обкатке оборудования следует указать:
Порядок обкаточного режима;
Порядок проверки работы оборудования при обкатке; требования к соблюдению режима обкатки оборудования и приработки его деталей, продолжительность обкатки;
Параметры, измеряемые при обкатке, и изменение их значений.
При описании работ по оформлению приема смонтированного оборудования следует указать:
Данные контрольных вскрытий отдельных частей оборудования;
Результаты окончательного комплексного опробования и регулирования;
Данные в приложенных монтажных чертежах, схемах, справочной и другой технической документации;
Гарантии на смонтированное оборудование.
Акт подписывают лица, сдающие и принимающие оборудование.
2.5 Виды ремонта электрооборудования
Ремонт -- комплекс мероприятий по восстановлению работоспособного или исправного состояния какого-либо объекта или восстановлению его ресурса. Ремонт производится в случае, если невозможно или нецелесообразно заменять их на новые аналогичные.
Существует такие виды ремонта как: текущий и капитальный.
Текущий ремонт (Т) - это ремонт, осуществляемый для восстановления работоспособности оборудования и состоящий в замене и (или) восстановлении его отдельных составных частей.
В зависимости от конструктивных особенностей оборудования, характера и объема проводимых работ текущие ремонты могут подразделяться на первый текущий ремонт (Т 1), второй текущий ремонт (Т 2) и т.д. Перечень обязательных работ, подлежащих выполнению при текущем ремонте, должен быть определен в ремонтной документации энергетического цеха (подразделения).
Капитальный ремонт (К) - это ремонт, выполняемый для полного или близкого к полному восстановлению ресурса оборудования, с заменой или восстановлением любых его частей, включая базовые (под базовой понимают основную часть оборудования, предназначенную для компоновки и установки на нее других составных частей). Послеремонтный ресурс оборудования должен составлять не менее 80% ресурса нового оборудования.
2.6 Техническое обслуживание
Нормы и типовой объем работ по техническому обслуживанию рассмотрен на примере асинхронного электродвигателя 4А200М2У3 37,0 кВт. Нормой ТО электродвигателя является количество часов отведенных на обслуживание.
Техническое обслуживание для всех видов электрических машин, находящихся в эксплуатации, включает в себя операции нерегламентированного и регламентированного обслуживания.
При ТО производятся следующие работы:
Мелкий ремонт не требующий специальной остановки машины и осуществляемый во время перерывов в работе технологических установок с целью своевременного исправления незначительных дефектов, в том числе: подтяжка контактов и креплений; смена щеток; регулировка траверс, устройств, обеспечивающих выходные параметры генераторов, умформеров и преобразователей; регулировка защиты; протирка и чистка доступных частей машины (наружных поверхностей, колец, коллекторов и т.д.);
Повседневный контроль выполнения ПТЭ и инструкций заводов-изготовителей, в частности,
Контроль нагрузки, температуры подшипников, обмоток и корпуса, а для машин с замкнутой системой вентиляции - температуры входящего и выходящего воздуха;
Контроль наличия смазки; проверка отсутствия ненормальных шумов и гула, а также отсутствия искрения на коллекторах и кольцах;
Повседневный контроль исправности заземления;
Отключение электромашин в аварийных ситуациях; участие в приемо-сдаточных испытаниях после монтажа, ремонта и наладки электрических машин и систем их защиты и управления.
Методы, стратегии и организационные формы ремонта.
Плановые ремонты являются основным видом управления техническим состоянием и восстановлением ресурса оборудования. Плановые ремонты реализуются в виде текущих и капитальных ремонтов оборудования.
2.7 Текущий ремонт
Одним из источников при проведении типового объёма работ текущего ремонта является типовая номенклатура. Типовая номенклатура работ при текущем ремонте асинхронного электродвигателя с короткозамкнутым ротором включает в себя все операции ТО:
Частичная разборка электродвигателя;
Проверка исправности работы и крепления вентилятора;
Проточка шеек вала ротора и ремонт «беличьей клетки» (при необходимости);
Проверка зазоров;
Смена фланцевых прокладок и закладка смазки в подшипники качения;
Замена изношенных подшипников качения, промывка подшипников скольжения и, при необходимости, их перезаливка;
Восстановление заточек у щитов электродвигателя;
Сборка электродвигателя с испытанием на холостом ходу и в рабочем режиме;
Проверка креплений машины и исправности заземлений;
Нормой между текущими ремонтами является 4320 часов. Более подробно нормы на текущий ремонт указаны в технологической карте.
2.8 Капитальный ремонт
Одним из источников при проведении типового объёма работ капитального ремонта является типовая номенклатура. Типовая номенклатура работ при капитальном ремонте электродвигателя асинхронного с короткозамкнутым ротором включает в себя все операции текущего ремонта и, кроме того:
Ревизию и при необходимости капитальный ремонт кабельной линии и коммутирующих устройств, схем управления данного электродвигателя
Полная разборка электродвигателя с полной или частичной заменой обмоток; проточка шеек вала или замена вала ротора;
Балансировка ротора; замена вентилятора и фланцев;
Сборка электродвигателя и испытание его под нагрузкой;
Нормой между капитальными ремонтами электродвигателя является 51840 часов. Более подробно нормы на текущий ремонт указаны в технологи-ческой карт.
2.9 Типичные неисправности электродвигателей и их последствия
В этом разделе приведены типичные неисправности асинхронных двигателей. Данные сведены в таблицу 1.
Таблица1 - Технические неисправности АД
|
Неисправность |
Способ устранения |
||
|
при включении в сеть ротор (якорь) неподвижен |
на входных клеммах машины отсутствует напряжение либо оно слишком мало |
проверить питающую линию, устранить повреждение и обеспечить подачу номинального напряжения |
|
|
при включении в сеть ротор неподвижен, сильное гудение, интенсивное нагревание |
разрушен подшипник; задевание ротора о статор; заклинило вал рабочего механизма |
отсоединить вал двигателя от вала механизма и вновь включить двигатель; если вал двигателя остается неподвижным, снять двигатель и отправить в ремонт |
|
|
остановка работающего двигателя |
прекращена подача напряжения, сработала защита двигателя |
найти и устранить разрыв в питающей цепи выяснить причину срабатывания защиты (перегрузка двигателя, значительно изменилось напряжение в сети), устранить ее и включить двигатель |
|
|
двигатель не достигает требуемой частоты вращения, сильно перегревается |
двигатель перегружен подшипник вышел из строя |
устранить перегрузку заменить подшипник |
|
|
двигатель сильно перегревается |
двигатель перегружен повышено или понижено напряжение сети повышена температура окружающей среды нарушена вентиляция двигателя (засорились каналы подачи воздуха на вентилятор, загрязнена поверхность двигателя) |
устранить перегрузку выяснить и устранить причину отклонения напряжения от номинального устранить причину и понизить температуру до допустимого значения очистить вентиляционные каналы подачи воздуха на вентилятор и устранить загрязнение поверхности двигателя |
|
|
работа двигателя сопровождается сильным гудением, появился дым |
произошло замыкание вит-ков некоторых катушек об-мотки статора; короткое замыкание одной фазы |
двигатель отправить в ремонт |
|
|
сильная вибрация двигателя |
нарушилась балансировка вентиляторного колеса двигателя либо другого элемента, установленного на валу двигателя |
устранить небаланс вентилятора либо другого элемента, установленного па валу двигателя |
|
|
подшипник перегревается, слышен шум |
подшипник и смазка в нем загрязнены. подшипник из-ношен. нарушена центровка валов двигателя и рабочей машины |
удалить из подшипника смазку, промыть его и заложить новую смазку. заменить подшипник. произвести центровку валов |
|
|
двигатель не отключается от сети при нажатии кнопки «стоп» |
«залипли» контакты магниитного пускателя |
отключить двигатель автоматическим выключателем и заменить магнитный пускатель |
|
|
при включении в сеть двигатель работает неустойчиво |
силовые контакты магнитного пускателя не создают устойчивого соединения |
заменить магнитный пускатель |
|
|
разрушение лап машины в местах их присоединения к корпусу |
очень сильная вибрация машины. нарушение соосности сочлененных валов двигателя и рабочей машины |
определить несбалансированные вращающиеся элементы и выполнить их балансировку разъединить валы и восстановить их соосность |
|
|
разрушение гнезд в корпусе для крепления подшипниковых щитов |
слишком сильная вибрация. разрушен подшипник |
устранить причины, вызывающие вибрацию. заменить подшипник |
|
|
ослабление крепления подшипника в подшипниковом щите |
слишком большая радиальная нагрузка на выходной конец вала, приведшая к износу места посадки подшипника в щите. очень большая вибрация машины |
уменьшить радиальную нагрузку и заме-нить двигатель; применить двигатель другого типоразмера, способный без раз-рушения выдержать существующую радиальную нагрузку. устранить причины сильной вибрации и заменить двигатель |
2.10 Фактический годовой фонд работы асинхронного двигателя с короткозамкнутым ротором 4А200М2У3 37,0 кВт, структура ремонтного цикла (составление графика ППР)
Планово-предупредительный ремонт (ППР) - это комплекс организационно-технических мероприятий по надзору, уходу и всем видам ремонта, которые проводятся периодически по заранее составленному плану.
Благодаря этому предупреждается преждевременный износ оборудования, устраняются и предупреждаются аварии.
Система ППР включает в себя следующие виды технического ремонта: техническое обслуживание (ТО), текущий ремонт (Т), капитальный ремонт (К)
Данные годового фонда работы АД 4А200М2У3 37,0 кВт приведены в таблице 2. А также на основе годового фонда работ составлен график планово-предупредительный ремонт (ППР).
Таблица 2 - Продолжительность ремонтного и межремонтного периода на год
График работы НС трех сменный. Это 24 часа в сутки, или 8640 часов в год. Что составляет фактический годовой фонд работы двигателя.
3. ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Определение необходимого времени капитального ремонта и численности ремонтной бригады
Электромонтер по ремонту электрооборудования (ЭРЭ):
Разряд 2;
Разряд 3;
Разряд 4;
Разряд 5;
Мойщик Разряд 1 (М1);
Электромонтер-обмотчик и изолировщик по ремонту электрических машин (ЭОИ):
Разряд 1 (мощностью до 40 кВт);
Разряд 2 (мощностью свыше 40 кВт).
Таблица 3 - Технологическая карта капитального ремонта
|
Норма времени чел/час |
Разряд работы |
|||
|
Наружный осмотр и установление основных технических характеристик электродвигателя перед разборкой |
произвести наружный осмотр электродвигателя. записать основные электрические характеристики электродвигателя и зарегистрировать его. взять бирку, выбить регистрационный номер на ней и навесить ее на двигатель |
|||
|
Очистка электродвигателя перед разборкой |
продуть электродвигатель сжатым воздухом. протереть электродвигатель перед разборкой. |
|||
|
Разборка электродвигателя с короткозамкнутым ротором |
установить электродвигатель на рабочее место. открепить и снять наружные крышки подшипников и подшипниковые щиты. Вынуть ротор из статора. снять закрепляющие кольца и выпрессовать подшипники с вала электродвигателя. снять внутренние крышки подшипников. открепить и снять крышку клеммного щитка, отсоединить выводы обмотки электро-двигателя, снять клеммный щиток. Промаркировать детали электродвигателя. |
|||
|
Промывка и протирка деталей и узлов электродвигателя после разборки |
промыть, протереть детали и узлы электро-двигателя после разборки. уложить их на стел-лажи. |
|||
|
Дефектация и составление ведомости дефектов |
осмотреть ротор (якорь) и статор (индуктор) для обнаружения механических повреждении. проверить целостность обмотки и сопротивление изоляции. выявить детали, подлежащие смене, восстановлению и пригонке, определить характер и степень износа деталей и узлов. произвести проверку на межвитковое замыкание в обмотке ротора (якоря), статора и катушек полюсов, составить таблицу замеров. составить ведомость дефектов с указанием объемов работ. |
|||
|
Демонтаж схемы обмотки статора (ротора) |
загрузить статор при помощи подъемного механизма в печь для отжига изоляции. выгрузить статор из печи после отжига изоляции обмотки. освободить от крепления лобовые части секций и соединительные провода после отжига. разрезать соединения между катушками и фазами осадить клинья и удалить их из пазов статора. удалить обмотку из пазов. очистить пазы, продуть и протереть. |
|||
|
Заготовка изоляции и гильзовка пазов статора (ротора) |
установить статор на рабочее место. замерить длину и ширину паза и изготовить шаблон. нарезать рычажными ножницами гильзы в пазы с пригонкой по месту и с предварительным обжатием их на оправке. уложить и закрепить пояски. |
|||
|
Намотка секции статора (ротора) на намоточном станке |
распаковка бухты, измерение провода микрометром и установка бухты на стойку; установка провода в поводок; определение размера витка секции (примерка по пазам); установка шаблона и снятие шаблона статор (ротор); установка счетчика на ноль секция; пуск и остановка станка; отрезка провода кусачками; перевязка секции в двух местах после намотки катушки; снятие секции с шаблона. |
|||
|
Укладка секций в статор (ротор) |
уложить секции в пазы статора. установить прокладки между секциями в пазах и лобовых частях. уплотнить провода в пазах, увязать и оправить лобовые части. закрепить секции в пазах клиньями. изолировать концы катушек лакотканью и киперной лентой. |
|||
|
Монтаж схемы обмотки статора (ротора) |
зачистить концы секций и соединить их по схеме. пропаять места соединений. заготовить и подсоединить выводные концы. Изолировать места соединений. наложить бандажи на соединение схемы и выправить лобовые вылеты. проверить правильность соединений, измерить величину сопротивления изоляции. |
|||
|
Наложение бандажа на ротор электродвигателя |
подготовить проволоку для наложения бандажа. подготовить и установить изоляцию под бандаж. наложить бандаж из проволоки на ротор, закрепить и запаять. |
|||
|
Сушка, пропитка обмотки статора (ротора) лаком, сушка после пропитки. |
загрузить статор сушильную камеру при помощи подъемного механизма. выгрузить статор(ротор)из сушильной камеры после просушки обмотки. загрузить статор (ротор) в ванну с лаком для пропитки. выгрузить статор (ротор) из ванны после пропитки. загрузить статор (ротор) в сушильную камеру при помощи подъемного механизма.выгрузить статор (ротор) из сушильной камеры после сушки. удалить лак с активной части магнитопроводом растворителем. |
|||
|
Покрытие лобовых частей обмотки статора (ротора). |
установить статор (ротор)на рабочее место. покрыть лобовые части обмотки электро-эмалью. снять статор(ротор)и уложить на стеллаж. |
|||
|
Балансировка ротора |
установить на конец ротора полумуфту и закрепить ее. отрегулировать расстояние между опорами приспособления и установить ротор на эти опоры. Соединить полумуфту балансируемого ротора с полумуфтой привода и закрепить. отрегулировать положение ротора в приспособлении. провести балансировку ротора. снять ротор с опор приспособления. |
|||
|
Сборка электрод-вигателя с короткозамкнутым ротором. |
установить внутренние крышки подшипников на вал ротора электродвигателя. запрессовать подшипники на вал ротора в горячем состоянии. заложить смазку в подшипники и установить закрепляющие кольца. установить ротор в статор. установить и закрепить подшипниковые щиты и наружные крышки подшипников. присоединить выводные концы обмотки электродвигателя, установить и закрепить клеммный щиток, установить крышку клеммного щитка и закрепить ее. проверить правильность сборки электродвигателя. |
|||
|
Окраска электродвигателя |
Окрасить, затем переместить электродвигатель на рабочее место или перенести на стеллаж. |
|||
По нормам времени положено 10% времени на вспомогательные работы, не связанные с ремонтом ЭД.
3.2 Составление ведомости на материалы, необходимые для капитального ремонта двигателя
Для выполнения ремонта асинхронного двигателя с короткозамкнутым ротором 4А200М2У3 37,0 кВт необходимо иметь нужное количество материалов и запасных изделий, для этого рассчитывается точная стоимость для ремонта этого электродвигателя. Все данные внесены в таблицу 4.
Таблица 4 - ведомость необходимых материалов для ремонта
|
Наименование материала |
Цена за ед. |
На 100 чел/час |
Стоимость материалов на КР |
|
|
Проволока бандажная, кг |
||||
|
Крепежные изделия, кг |
||||
|
Припой оловянно-свинцовый, кг |
||||
|
Провод медный, обмоточный, кг |
||||
|
Лента электроизоляционная, кг |
||||
|
Лента киперная, кг |
||||
|
Лакоткань, кг |
||||
|
Трубки линоксиновые, м |
||||
|
Лак электроизоляционный, кг |
||||
|
Эмали, грунтовка, кг |
||||
|
Смазка консистентная кг |
||||
|
Керосин обезвоженный, кг |
||||
|
Материалы обтирочные, кг |
||||
4. ТЕХНИКА БЕЗОПАСНОСТИ
4.1 Мероприятия по технике безопасности при ремонте асинхронного двигателя с короткозамкнутым ротором 4А200М2У3 37,0 кВт
При погрузке и разгрузке электродвигателей необходимо пользоваться исправными, надежными и проверенными механизмами и стропами. На каждом инвентарном стропе должна иметься бирка с указанием срока проверки его и допустимой нагрузки. Механизмы, применяемые при монтаже электродвигателей (краны, лебедки, тали, блоки).
Крепление троса на электродвигателе производится к рымам (подъемным кольцам), в которые пропускается стальной стержень или специальные крюки-восьмерки. Перед строповкой необходимо проверить, надежно ли ввернуты рымы в корпусе электродвигателя.
Находиться под поднятым грузом и оставлять без надзора поднятый груз запрещается. К работе по управлению механизмами, а также к строповке грузов допускаются обученные рабочие, имеющие разрешение на выполнение этих работ. Электромонтерам, не имеющим указанных разрешений, работать на строповке грузов и на подъемных механизмах запрещается. электродвигатель капитальный ремонт
Разгрузка и перемещение электродвигателей вручную двумя рабочими разрешаются при весе не более 80 кг. При погрузке и разгрузке электродвигателей вручную с автомашин должны применяться надежные настилы. При перемещении электродвигателей по горизонтальной плоскости должны применяться специальные тележки; в случае перемещения вручную под электродвигатель подкладывают широкую доску, деревянный щит или раму и передвигают его по каткам из отрезков стальных труб.
Установка электродвигателей на основания производится, как правило, с помощью кранов. При отсутствии кранов электродвигатели могут быть установлены да основания при помощи ручных лебедок, а также талей, блоков и других устройств, расположенных над местом установки электродвигателя, с предварительной проверкой возможности нагрузки этих перекрытий весом поднимаемого электродвигателя.
Центровка электродвигателей с технологической машиной должна производиться при отключенном автоматическом выключателе, рубильнике и вынутых плавких вставках предохранителей на питающей линии с вывешиванием плаката, запрещающего включение рубильника; концы питающих электродвигатель проводов или кабелей необходимо надежно закоротить и заземлить. Проворачивание ротора электродвигателя и технологической машины должно быть согласовано с рабочими, работающими на технологической машине.
Проверка воздушных зазоров, замена смазки в подшипниках, подгонка и регулировка щеток у электродвигателя с фазным ротором и проверка сопротивления изоляции обмоток должны производиться также при отключенном рубильнике, вынутых плавких вставках предохранителей на питающей линии с вывешиванием запрещающего плаката на рубильнике.
Разборка и сборка электродвигателей вручную двумя рабочими разрешается при весе роторов и боковых крышек не более 80 кг с принятием мер предосторожности. Детали разобранных электродвигателей (роторы, крышки) должны быть уложены на надежные деревянные подкладки, исключающие их падение.
Снятие соединительных полумуфт, шкивов, шестерен и подшипников ударами молотков и кувалд запрещается; для этой цели должны применяться специальные съемники.
При промывке подшипников керосином и бензином, а также при покрытии обмоток лаком курение и разведение огня вблизи места работы недопустимы.
Во время сушки электродвигателя током корпус его необходимо заземлить, а подводку питания выполнить в соответствии с правилами и требованиями техники безопасности. Перед опробованием электродвигателя вхолостую и под нагрузкой после монтажа необходимо: убрать мусор и посторонние предметы, проверить наличие и надежность заземления, предупредить и удалить рабочих с технологической машины, поставить ограждение на соединительной муфте или ременной передаче.
Изменение направления вращения электродвигателя (замена подводящих концов), а также устранение неполадок, как в электрической, так и механической части агрегата должны производиться обязательно при отключенном рубильнике, вынутых плавких вставках с вывешиванием запрещающего плаката.
При монтаже электродвигателей необходимо обращать особое внимание на исправное состояние инструмента и не допускать использования инструмента, имеющего дефекты. Молотки и кувалды должны иметь ручки надлежащей длины, изготовленные из просушенного дерева крепких пород (кизила, березы или бука). Сосновые, еловые, осиновые и им подобные сорта дерева в качестве ручек для инструмента применять запрещается.
Деревянные ручки инструмента, молотков, кувалд, напильников, отверток должны быть гладко обработаны (не иметь сучков, сколов, трещин) и надежно закреплены в инструменте.
Гаечные ключи должны применяться точно по размеру гаек или головок болтов. Рекомендуется применение торцовых ключей. Зубила допускаются к применению длиной не менее 150 мм, затылки их не должны быть сбиты.
ЗАКЛЮЧЕНИЕ
В курсовой работе были указаны особенности основного электромеханического оборудования цеха. Определены уровни и структура электропотребления цеха, рассмотрены отдельные этапы эксплуатационных работ, рассчитан фактический годовой фонд двигателя, составлен график ППР двигателя, составлена технологическая карта капитального ремонта двигателя, рассчитаны время на капитальный ремонт двигателя, численность бригады и рассмотрены вопросы техники безопасности. Пользовался различными справочниками и интернет ресурсами.
Проведя расчет капитального ремонта, стоимость которого равняется 12 тысяч, узнав рыночную стоимость нового оборудования, равную 46 тысяч, считаю, что капитальный ремонт для этого электродвигателя можно считать целесообразным, так как его стоимость не будет превышать 30% от стоимости нового оборудования.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1 Конюхова Е.А. Электроснабжение объектов / Е.А. Конюхова. - Мастерство, 2002. - 71 с, 92 с.
2 Липкин Б.Ю. Электроснабжение промышленных предприятий и установок / Б.Ю. Липкин. - Высшая школа, 1990. - 105 с.
3 Шеховцов В.П. Расчет и проектирование схем электроснабжения / В.П. Шеховцов. - ФОРУМ - ИНФРА - М, 2005г. - 69 с.
4 Ящур А.И. Система технического обслуживания и ремонта энергетического оборудования / А.И. Ящур. - 53 с, 76 с, 126 с.
5 Большам Ю.Г. Справочник по проектированию электрических сетей и электрооборудования / Редакция Ю.Г. Большам и др. - М.: Энергия, 1981. - 37 с.
6 Федоров А.А. Справочник энергетика том II / А.А. Федоров. - Государственное энергетическое издательство Москва-Ленинград, 1963. - 47 с.
Размещено на Allbest.ru
Подобные документы
Ремонт трехфазного асинхронного двигателя с короткозамкнутым ротором. Основные неисправности асинхронного двигателя с фазным ротором. Объем и нормы испытаний электродвигателя. Охрана труда при выполнении работ, связанных с ремонтом электродвигателя.
курсовая работа , добавлен 28.01.2011
Техническое обслуживание на месте установки без демонтажа и разборки. Возрастает значение диагностики электрооборудования и роль руководителей электротехнической службы хозяйства. Модернизация своевременно выведенного в ремонт электрооборудования.
реферат , добавлен 04.01.2009
Общая характеристика и технические особенности, назначение и устройство токоприемника локомотива 4-КП. Возможные неисправности, возникающие в процессе работы. Техническое обслуживание токоприемника и принципы его ремонта в процессе эксплуатации.
курсовая работа , добавлен 12.04.2015
Назначение и устройство насосной станции. Техническая эксплуатация ее электрооборудования и сетей. Неисправности асинхронных двигателей насосной установки, влияющих на расход электроэнергии. Технология их ремонта и процесс их испытания после него.
курсовая работа , добавлен 06.12.2013
Определение противопожарного запаса воды, диаметров всасывающих и напорных водоводов, потребного напора насосной станции, геометрически допустимой высоты всасывания, предварительной вертикальной схемы насосной станции. Составление плана насосной станции.
курсовая работа , добавлен 23.06.2015
Характеристика насосной станции и требования, предъявляемые к электроприводу насосов. Электросхема управления насосной установкой. Расчет электрической сети питающих кабелей. Охрана труда при эксплуатации насосной станции. Типы осветительных щитков.
курсовая работа , добавлен 27.05.2009
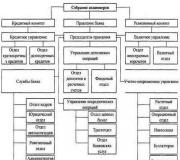
Основные функции управления и основные задачи по организации труда электрического отдела. Методические указания по обслуживанию распределительных щитов. Техническое обслуживание и технические требования для организации ремонта щита электропитания.
курсовая работа , добавлен 22.09.2015
Определение производственной программы электроремонтного цеха, режим его работы и баланс рабочего времени. Расчет численности и состава персонала. Состав оборудования и амортизационные отчисления. График и этапы капитального ремонта электродвигателей.
курсовая работа , добавлен 10.06.2014
Рассмотрение классификации электрических аппаратов, характеристик автоматизированной аппаратуры защиты. Выполнение схемы устройства автоматического выключателя. Составление последовательности технологических операций обслуживания и ремонта аппаратов.
дипломная работа , добавлен 31.01.2016
Структура подразделений и служб электроснабжения АО "ВК РЭК" - поставщика электроэнергии на рынке Восточного Казахстана. Организация и технология техобслуживания и ремонта генераторов и двигателей, силовых трансформаторов, электрических и кабельных линий.
Наиболее сложным и ответственным вопросом ремонта электродвигателей является определение пригодности исправных обмоток для дальнейшей работы и установление вида и необходимого объема ремонта неисправных обмоток.
Определение пригодности обмоток
Типичными повреждениями обмоток являются повреждение изоляции и нарушение целостности электрических цепей. О состоянии изоляции судят по таким показателям, как сопротивление изоляции, результаты испытания изоляции повышенным напряжением, отклонения значений сопротивления постоянному току отдельных обмоток (фаз, полюсов и т. д.) друг от друга, от ранее измеренных значений или от заводских данных, а также по отсутствию признаков междувитковых замыканий в отдельных частях обмотки. Кроме того, при оценке учитывают общую продолжительность работы электродвигателя без перемотки и условия его эксплуатации.
Определение степени износа изоляции обмоток проводится на основании различных замеров, испытаний и оценки внешнего состояния изоляции. В отдельных случаях изоляция обмотки по внешнему виду и по итогам испытаний имеет удовлетворительные результаты и двигатель после ремонта сдается в эксплуатацию без ее ремонта. Однако, проработав небольшое время, машина выходит из строя по причине пробоя изоляции. Поэтому оценка степени износа изоляции машины является ответственным моментом в определении пригодности обмоток.
Признаком теплового старения изоляции является отсутствие ее эластичности, хрупкость, склонность к растрескиванию и изломам при довольно слабых механических воздействиях. Наибольшее старение наблюдается в местах повышенного нагрева, удаленных от наружных поверхностей изоляции. В связи с этим для исследования теплового износа изоляции обмоток необходимо местное вскрытие ее на полную глубину. Для исследования выбирают участки небольшой площади, расположенные в областях наибольшего старения изоляции, но доступные для надежного восстановления изоляции после вскрытия. Для обеспечения достоверности результатов исследования мест вскрытия изоляции должно быть несколько.
При вскрытии изоляцию исследуют послойно, многократно изгибая снятые участки и осматривая их поверхность через лупу. При необходимости сравнивают одинаковые образцы старой и новой изоляции из того же самого материала. Если изоляция при таких испытаниях ломается, шелушится и на ней образуются множественные трещины, то она должна быть заменена полностью или частично.
Признаками ненадежной изоляции являются также проникновение масляных загрязнений в толщу изоляции и неплотная запрессовка обмотки в пазу, при которой возможны вибрационные перемещения проводников или сторон секций (катушек).
Для определения неисправности обмоток используют специальные приборы. Так, для выявления витковых замыканий и обрывов в обмотках машин для проверки правильности соединения обмоток по схеме, для маркировки выводных концов фазных обмоток электрических машин используют электронный аппарат ЕЛ-1. Он позволяет быстро и точно обнаружить неисправность в процессе изготовления обмоток, а также после укладки их в пазы; чувствительность аппарата позволяет выявить наличие одного короткозамкнутого витка на каждые 2000 витков.
Если неисправности и повреждения имеются только у небольшой части обмоток, то назначают частичный ремонт. Однако в этом случае должна быть обеспечена возможность удаления неисправных частей обмотки без повреждения при этом исправных секций или катушек. В противном случае более целесообразен капитальный ремонт с полной заменой обмотки.
Ремонт обмоток статоров
Ремонт обмоток статоров проводят в случаях с трения изоляции, замыкания между проводами разных фаз и между витками одной фазы, замыкания обмотки на корпус, а также при обрывах или плохих контактах в паяных соединениях обмоток или секций. Объем ремонта зависит от общего состояния статора и характера неисправности. После определения неисправности статора выполняют частичный ремонт с заменой отдельных катушек обмотки или проводят полную перемотку.
В статорах асинхронных двигателей мощностью до 5 кВт единой серии применяются однослойные всыпные обмотки. Достоинства этих обмоток заключаются в том, что в каждом полузакрытом пазу укладывают провода одной катушки, укладка катушек в пазы является простой операцией, а коэффициент заполнения паза проводами очень высок. В статорах электрических машин мощностью 5-100 кВт применяют двухслойные всыпные обмотки при полузакрытой форме паза. Для асинхронных двигателей мощностью выше 100 кВт обмотки выполняют с катушками из прямоугольного провода. Статоры машин на напряжение выше 660 В обмотки наматывают проводами прямоугольного сечения.
Рис. 103. Шарнирный шаблон для намотки катушек:
1 - зажимная гайка; 2 - фиксирующая планка; 3 - шарнирная планка.
Способы изготовления и укладки в пазы статоров различны для обмоток из круглого или прямоугольного сечения проводов. Катушки из круглого провода наматывают на специальные шаблоны. Ручная намотка катушек требует больших затрат времени и труда. Чаще применяют механизированную намотку катушек на станках со специальными шарнирными шаблонами (рис. 103), с помощью которых можно наматывать катушки различных размеров. Эти же шаблоны позволяют наматывать последовательно все катушки, предназначенные на одну катушечную группу или на всю фазу.
Обмотки изготавливают из проводов марки ПЭЛБО (провод, эмалированный масляным лаком и покрытый одним слоем нитей из хлопчатобумажной пряжи), ПЭЛ (провод, эмалированный лаком на масляной основе), ПБД (провод, изолированный двумя слоями нитей из хлопчатобумажной пряжи), ПЭЛЛО (провод, изолированный масляным лаком и одним слоем лавсановых нитей).
Намотав катушечные группы, их перевязывают лентой и приступают к укладке в пазы. Для изоляции обмоток от корпуса в пазах используют пазовые гильзы, которые представляют собой однослойную или многослойную U-образную скобку из материала, подобранного в зависимости от класса изоляции. Так, для класса изоляции А применяют электрокартон и лакоткань, для нагревостойкой обмотки - гибкий миканит или стекломиканит.
Изготовление изоляции и укладка мягкой всыпной обмотки асинхронного электродвигателя
Блок-схема алгоритма и технологическая карта ремонта всыпной обмотки асинхронного электродвигателя приведена ниже.

Технология изготовления обмоток:
- Нарезать комплект полос изоляционного материала по размерам обмоточных данных. Загнуть на отрезанных полосах манжету с двух сторон. Изготовить комплект пазовых гильз.
- Очистить пазы статора от пыли и грязи. Вложить пазовую изоляцию на всю длину во все пазы.
- Нарезать комплект полос изоляционного материала и по размерам подготовить прокладки. Изготовить комплект прокладок для лобовых частей обмоток.
- Вложить в паз две пластины для защиты изоляции проводов от повреждения при их укладке. Ввести в расточку статора катушечную группу; расправить руками провода и вложить их в пазы Удалить из паза пластины Распределить равномерно провода в пазу фибровой палочкой. Вложить в паз междуслойную изоляционную прокладку. Осадить молоточком (топориком) уложенную катушку на дно паза При двухслойной обмотке - уложить вторую катушку в паз.
- Использовать готовые клинья из пластических материалов (пленки ПТЭФ и др.) или изготовить деревянные. Отрезать по размерам обмоточных данных деревянные заготовки. Определить их относительную влажность и высушить до относительной влажности 8 %. Пропитать деревянные клинья в олифе и высушить.
- Вложить клин в паз и при помощи молотка заклинить.
Обрезать острогубцами выступающие с торцов статора концы клиньев, оставив с каждой стороны концы по 5 - 7 мм Обрезать выступающие части изоляционных прокладок. - Вложить изоляционные прокладки в лобовые части обмоток между смежными катушками двух уложенных рядом групп разных фаз.
Отогнуть на 15-18° лобовые части катушек обмотки ударами молотка в сторону внешнего диаметра статора Проследить за плавным изгибом проводов катушки в местах выхода их из паза.
Порядок изготовления изоляции и укладки проводов обмотки может быть и другим. Например, изготовление пазовых гильз, междуслойных прокладок, изготовление деревянных клиньев может производиться до укладки обмоток, а затем порядок работ остается по настоящей схеме.
В технологии изготовления обмотки допущены некоторые обобщения по деталям.

Рис. 104. Укладка и изоляция двухслойной обмотки статора асинхронных двигателей:
пазовая (а) и лобовых частей обмотки (б):
1 - клин; 2, 5 - электрокартон; 3 - стеклоткань; 4 - хлопчатобумажная лента; 6 - хлопчатобумажный чулок.
Катушки двухслойной обмотки укладывают (рис. 104) в пазы сердечника группами так, как они были намотаны на шаблоне. Катушки укладывают в следующей последовательности. Провода распределяют в один слой и вкладывают те стороны катушек, которые прилегают к пазу. Другие стороны катушек вкладывают после того, как будут вложены нижние стороны катушек всех пазов, охватываемые шагом обмотки. Следующие катушки укладывают одновременно нижними и верхними сторонами с прокладкой в пазах между верхними и нижними сторонами катушек изоляционных прокладок из электрокартона, согнутых в виде скобы. Между лобовыми частями обмоток прокладывают изоляционные прокладки из лакоткани или листов картона с наклеенными на них кусками-лакоткани.

Рис. 105. Приспособление для забивки клиньев в пазы
После укладки обмотки в пазы края пазовых гильз загибают и забивают в пазы деревянные или текстолитовые клинья. Для предохранения клиньев 1 от поломки и защиты лобовой части обмотки применяют приспособление (рис. 105), состоящее из согнутой листовой стали обоймы 2, в которую свободно вставляют стальной стержень 3, имеющий форму и размер клина. Клин вставляют одним концом в паз, другим в обойму и загоняют его ударами молотка по стальному стержню. Длина клина должна быть больше длины сердечника на 10 - 20 мм и меньше длины гильзы на 2 - 3 мм; толщина клина - не менее 2 мм. Клинья проваривают в олифе при температуре 120-140 С в течение 3-4 ч.
После окончания укладки катушек в пазы и расклиновки обмотки собирают схему, начиная с последовательного соединения катушек в катушечные группы. За начала фаз принимают выводы катушечных групп, выходящие из пазов, расположенных поблизости вводного щитка электродвигателя. Выводы каждой фазы соединяют, предварительно зачистив концы проводов.
Собрав схему обмоток, проверяют электрическую прочность изоляции между фазами и на корпус. Отсутствие витковых замыканий в обмотке определяют с помощью аппарата ЕЛ-1.
Замена катушки с поврежденной изоляцией
Замену катушки с поврежденной изоляцией начинают со снятия изоляции межкатушечных соединений и бандажей, которыми прикреплены лобовые части катушек к бандажным кольцам, затем удаляют распорки между лобовыми частями, распаивают соединения катушек и выбивают пазовые клинья. Катушки нагревают постоянным током до температуры 80 - 90 °С. Верхние стороны катушек поднимают с помощью деревянных клиньев, осторожно отгибая их внутрь статора и привязывая к лобовым частям уложенных катушек киперной лентой. После этого вынимают из пазов катушку с поврежденной изоляцией. Старую изоляцию снимают и заменяют новой.
Если в результате витковых замыканий выгорели провода катушки, ее заменяют новой, намотанной из такого же провода. При ремонте обмоток из жестких катушек удается сохранить обмоточные провода прямоугольного сечения для восстановления.
Технология намотки жестких катушек значительно сложнее катушек всыпной обмотки. Провод наматывают на плоский шаблон, растягивают пазовые части катушек на равное расстояние между пазами. Катушки обладают значительной упругостью, поэтому для получения точных размеров их пазовые части прессуют, а лобовые части рихтуют. Процесс прессовки заключается в нагревании под давлением катушек, смазанных бакелитовым или глифталевым лаком. При нагреве связующие вещества размягчаются и заполняют поры изоляционных материалов, а после охлаждения они затвердевают и скрепляют провода катушек.
Перед укладкой в пазы катушки рихтуют с помощью приспособлений. Готовые катушки укладывают в пазы, нагревают до температуры 75 - 90 °С и осаживают легкими ударами молотка по деревянной осадочной планке. Так же рихтуют и лобовые части катушек. Нижние стороны лобовых частей привязывают к бандажным кольцам шнуром. Между лобовыми частями забивают прокладки. В пазы опускают подготовленные катушки, заклинивают пазы и соединяют пайкой межкатушечные соединения.
Ремонт обмоток роторов
В асинхронных двигателях применяют следующие виды обмоток: «беличьи клетки» с заливкой стержней алюминием или сваренные из медных стержней, катушечные и стержневые. Наиболее широко распространены «беличьи клетки», залитые алюминием. Обмотка состоит из стержней и замыкающих колец, на которых отлиты крылья вентиляторов.
Для удаления поврежденной «клетки» используют выплавку ее или растворение алюминия в 50%-ном растворе каустической соды в течение 2 - 3 ч. Заливают новую «клетку» расплавленным алюминием при температуре 750-780 °С. Ротор предварительно прогревают до 400-500 °С во избежание преждевременного застывания алюминия. Если ротор перед заливкой спрессован слабо, то при заливке алюминий может проникнуть между листами железа и замкнуть их, увеличив потери в роторе от вихревых токов. Недопустима также и слишком сильная прессовка железа, так как могут произойти обрывы вновь залитых стержней.
Ремонт «беличьих клеток» из медных стержней чаще всего проводят, используя старые стержни. Распилив соединения стержней «клетки» с одной стороны ротора снимают кольцо, а затем проделывают такую же операцию на другой стороне ротора. Маркируют положение кольца относительно пазов, чтобы совпали концы стержней и старые пазы при сборке. Стержни выбивают, осторожно ударяя молотком по алюминиевым подбойкам и рихтуют.
Стержни должны входить в пазы с помощью легкого удара молотка по текстолитовой подбойке. Рекомендуется одновременно вставлять все стержни в пазы и подбивать диаметрально противоположные стержни. Стержни пропаивают поочередно, предварительно разогрев кольцо до температуры, при которой медно-фосфорный припой легко плавится при поднесении его к месту соединения. Припаивая, следят за заполнением зазоров между кольцом и стержнем.
В асинхронных двигателях с фазным ротором способы изготовления и ремонт обмоток роторов мало чем отличаются от способов изготовления и ремонта обмоток статоров. Ремонт начинают со снятия схемы обмотки, фиксируют места расположения начала и концов фаз на роторе и расположение соединений между катушечными группами. Кроме того, эскизируют или записывают число и расположение бандажей, диаметр бандажной проволоки и число замков; количество и расположение балансировочных грузов; материал изоляции, число слоев ее на стержнях, прокладок в пазу, в лобовых частях и т. д. Изменение схемы соединений в процессе ремонта может привести к нарушению балансировки ротора. Небольшое нарушение балансировки при сохранении схемы после ремонта устраняется балансировочными грузами, которые крепятся к обмоткодержателям обмотки ротора.
После установления причин и характера неисправности решают вопрос о частичной или полной перемотке ротора. Бандажную проволоку разматывают на барабан. После снятия бандажей распаивают пайки в головках и снимают соединительные хомутики. Отгибают со стороны контактных колец лобовые части стержней верхнего слоя и вынимают эти стержни из паза. Очищают стержни от старой изоляции и выправляют их. Пазы сердечника ротора и обмоткодержателя очищают от остатков изоляции. Отрихтованные стержни изолируют, пропитывают лаком и сушат. Концы стержней облуживают припоем ПОС-ЗО. Пазовую изоляцию заменяют новой, укладывая коробочки и прокладки на дно пазов с равномерным вылетом из пазов с обеих сторон сердечника. После окончания подготовительных работ приступают к сборке обмоток ротора.

Рис. 106. Укладка катушки роторной обмотки:
а - катушка; б - открытый паз ротора с уложенной обмоткой.
В единой серии А асинхронных двигателей мощностью до 100 кВт с фазным ротором применяют петлевые двухслойные роторные обмотки из многовитковых катушек (рис. 106, а).
При ремонте обмотки вкладывают в открытые пазы (рис. 106, б). Используют также и ранее вынутые стержни обмоток ротора. С них предварительно удаляют старую и накладывают новую изоляцию. В этом случае сборка обмотки состоит из укладки стержней в пазы ротора, гибки лобовой части стержней и соединения стержней верхнего и нижнего рядов пайкой или сваркой.
После укладки всех стержней или готовых обмоток на стержни накладывают временные бандажи, испытывают на отсутствие замыкания на корпус; ротор сушат при температуре 80-100 °С в сушильном шкафу или печи. После сушки испытывают изоляцию обмотки, соединяют стержни, забивают клинья в пазы и бандажируют обмотки.
Часто в ремонтной практике бандажи выполняют из стекловолокна и запекают вместе с обмоткой. Сечение бандажа из стекловолокна увеличивают в 2 - 3 раза по отношению сечения проволочного бандажа. Крепление концевого витка стекловолокна с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитано стекловолокно. При этой конструкции бандажа отпадают такие элементы как замки, скобки и подбандажные изоляции. Приспособления и станки для намотки бандажей из стекловолокна используют те же, что и для намотки проволочных.
Ремонт обмоток якорей
Неисправности в обмотках якорей машин постоянного тока могут быть в виде соединения обмотки с корпусом, межвитковых замыканий, обрывов проводов и отпайки концов обмотки от коллекторных пластин.
Для проведения ремонта обмотки якорь очищают от грязи и масла, снимают бандажи, распаивают соединения с коллектором и удаляют старую обмотку. Для облегчения извлечения обмотки из пазов якорь прогревают при температуре 80 - 90 °С в течение 1 ч. Для подъема верхних секций катушек забивают шлифованный клин в паз между катушками, а для подъема нижних сторон катушек - между катушкой и дном паза. Пазы очищают и покрывают изоляционным лаком.
В якорях машин мощностью до 15 кВт с полузакрытой формой паза применяют всыпные обмотки, а для машин большей мощности при открытой форме паза - катушечные обмотки. Катушки выполняют из провода круглого или прямоугольного сечения. Наиболее широко распространены шаблонные якорные обмотки из изолированных проводов или медных шин, изолированных лакотканью или микалентой.
Секции шаблонной обмотки наматывают на универсальный шаблон в форме лодочки и затем растягивают, так как она должна лежать в двух пазах, расположенных по окружности якоря. После придания окончательной формы катушку изолируют несколькими слоями ленты, пропитывают два раза в изоляционных лаках, сушат и облуживают концы проводов для последующей пайки в коллекторных пластинах.
Изолированную катушку вкладывают в пазы сердечника якоря. Закрепляют в них специальными клиньями и присоединяют провода к пластинам коллектора пайкой припоем ПОС-30. Клинья прессуют из теплостойких пластичных материалов - изофлекса-2, тривольтерма, пленки ПТЭФ (полиэтилентерефталатные).
Соединение концов обмотки пайкой проводят очень внимательно, так как некачественное выполнение пайки приведет к местному увеличению сопротивления и повышению нагрева соединения при работе машины. Качество пайки проверяют осмотром места пайки и измерением переходного сопротивления, которое должно быть одинаковым между всеми парами пластин коллектора. Затем пропускают по обмотке якоря рабочий ток в течение 30 мин. При отсутствии дефектов в местах соединения должен отсутствовать повышенный местный нагрев.
Все работы по демонтажу бандажей, наложению бандажей из проволоки или стеклоленты на якорях машин постоянного тока проводятся в том же порядке, что и при ремонте обмоток фазных роторов асинхронных машин.
Ремонт полюсных катушек
Катушками полюсов называют обмотки возбуждения, которые по назначению разделяются на катушки главных и добавочных полюсов машин постоянного тока. Главные катушки параллельного возбуждения состоят из многих витков тонкого провода, а катушки последовательного возбуждения имеют небольшое количество витков из провода большого сечения, их наматывают из голых медных шин, уложенных плашмя или на ребро.
После определения неисправной катушки ее заменяют, собирая на полюсах катушку. Новые полюсные катушки наматывают на специальных станках с использованием каркасов или шаблонов. Полюсные катушки изготавливают намоткой изолированного провода непосредственно на изолированный полюс, предварительно очищенный и покрытый глифталевым лаком. К полюсу приклеивают лакоткань и обматывают его несколькими слоями микафолия, пропитанного лаком асбеста. После намотки каждый слой микафолия проглаживают горячим утюгом и протирают чистой тряпкой. На последний слой микафолия приклеивают слой лакоткани. Заизолировав полюс, на него надевают нижнюю изоляционную шайбу, наматывают катушку, надевают верхнюю изоляционную шайбу и расклинивают катушку на полюсе деревянными клиньями.
Катушки добавочных полюсов ремонтируют, восстанавливая изоляцию витков. Катушку очищают от старой изоляции, надевают на специальную оправку. Изолирующим материалом служит асбестовая бумага толщиной 0,3 мм, нарезанная в виде рамок по размеру витков. Количество прокладок должно быть равно количеству витков. С обеих сторон они покрываются тонким слоем бакелитового или глифталевого лака. Витки катушки раздвигают на оправке и вкладывают между ними прокладки. Затем стягивают катушку хлопчатобумажной лентой и прессуют. Прессовка катушки осуществляется на металлической оправке, на которую надевают изоляционную шайбу, затем устанавливают катушку, накрывают второй шайбой и сжимают катушку. Нагревая посредством сварочного трансформатора до 120 С, катушку дополнительно сжимают. Охлаждают ее в запрессованном положении до 25 - 30 °С. После снятия с оправки катушку охлаждают, покрывают лаком воздушной сушки и выдерживают при температуре 20 - 25 °С в течение 10 - 12 ч.

Рис. 107. Варианты изоляции сердечников полюсов и полюсных катушек:
1, 2, 4 - гетинакс; 3 - хлопчатобумажная лента; 5 - электрокартон; 6 - текстолит.
Наружную поверхность катушки изолируют (рис. 107) поочередно асбестовой и миканитовой лентами, закрепляемыми тафтяной лентой, которую затем покрывают лаком. Катушку насаживают на дополнительный полюс и расклинивают деревянными клиньями.
Сушка, пропитка и испытания обмоток
Изготовленные обмотки статоров, роторов и якорей подвергаются сушке в специальных печах и сушильных камерах при температуре 105-120 °С. С помощью сушки из гигроскопичных изоляционных материалов (электрокартон, хлопчатобумажные ленты) удаляется влага, которая препятствует глубокому проникновению пропиточных лаков в поры изоляционных деталей при пропитке обмотки.
Сушку проводят в инфракрасных лучах специальных электрических ламп, или с использованием горячего воздуха в сушильных камерах. После просушки обмотки пропитывают лаками БТ-987, БТ-95, БТ-99, ГФ-95 в специальных пропиточных ваннах. Помещения оборудуются приточно-вытяжной вентиляцией. Пропитка проводится в ванне, заполненной лаком и оборудованной подогревом для лучшей проникающей способности лака в изоляцию обмотки проводов.
С течением времени лак в ванне становится более вязким и густым, в связи с улетучиванием растворителей лаков. В результате этого сильно снижается их способность проникать в изоляцию проводов обмотки, особенно в тех случаях, когда провода обмотки плотно уложены в пазы сердечников. Поэтому при пропитке обмоток постоянно проверяют густоту и вязкость пропиточного лака в ванне и периодически добавляют растворители. Обмотки пропитывают до трех раз в зависимости от условий их эксплуатации.

Рис. 108. Приспособление для пропитки статоров:
1 - бак; 2 - труба; 3 - патрубок; 4 - статор; 5 - крышка; 6 - цилиндр; 7 - поворотная траверса; 8 - колонка.
Для экономии лака, расходуемого за счет прилипания к стенкам станины статора, применяют другой метод пропитки обмотки с использованием специального приспособления (рис. 108). Готовый к пропитке статор с обмоткой 4 устанавливают на крышку специального бака 1 с лаком, предварительно закрыв заглушкой коробку выводов статора. Между торцом статора и крышкой бака прокладывают уплотнение. В центре крышки имеется труба 2, нижний конец которой располагается ниже уровня лака в баке.
Для пропитки обмотки статора в бак по патрубку 3 подается сжатый воздух давлением 0,45 - 0,5 МПа, с помощью которого уровень лака поднимается до заполнения всей обмотки, но ниже верхней части кромки станины статора. По окончании пропитки выключают подачу воздуха и выдерживают статор примерно 40 мин (для слива остатков лака в бак), снимают заглушку с коробки выводов. После этого статор направляют в сушильную камеру.
Это же приспособление используют и для пропитки обмоток статора под давлением. Необходимость в этом возникает в тех случаях, когда в пазах статоров очень плотно уложены провода и при обычной пропитке (без давления лака) лак не проникает во все поры изоляции витков. Процесс пропитки под давлением заключается в следующем. Статор 4 устанавливается гак же как и в первом случае, но сверху закрывается крышкой 5. Сжатый воздух подается в бак 1 и цилиндр б, который прижимает крышку 5 к торцу станины статора через установленную прокладку уплотнения. Поворотная траверса 7, укрепленная на колонке 8, и винтовое соединение крышки с цилиндром позволяют использовать это приспособление для пропитки обмоток статоров различной высоты.
Пропиточный лак в резервуар подается из емкости, расположенной в другом, не пожароопасном помещении. Лак и растворители являются токсичными и пожароопасными и в соответствии с правилами охраны труда работа с ними должна проводиться в защитных очках, рукавицах, резиновом фартуке в помещениях, оборудованных приточно-вытяжной вентиляцией.
После окончания пропитки обмотки машин сушат в специальных камерах. Воздух, подаваемый в камеру принудительной циркуляцией, нагревается электрическими калориферами, газовыми или паровыми подогревателями. Во время сушки обмоток ведется непрерывный контроль за температурой в сушильной камере и температурой выходящего из камеры воздуха. В начале сушки обмоток температуру в камере создают несколько ниже (100-110 °С). При этой температуре удаляются растворители из изоляции обмоток и наступает второй период сушки - запекания лаковой пленки. В это время на 5-6 часов повышают температуру сушки обмоток до 140 °С (для класса изоляции Л). Если после нескольких часов сушки сопротивление изоляции обмоток остается недостаточным, то отключают подогрев и дают остыть обмоткам до температуры, на 10-15 °С превышающей температуру окружающего воздуха, после чего вновь включают подогрев и продолжают процесс сушки.
Процессы пропитки и сушки обмоток на энергоремонтных предприятиях совмещены и, как правило, механизированы.
В процессе изготовления и ремонта обмоток машин проводят необходимые испытания изоляции катушек. Испытательное напряжение должно быть таким, чтобы в процессе испытаний выявлялись дефектные участки изоляции и не повреждалась изоляция исправных обмоток. Так, для катушек напряжением 400 В испытательное напряжение недемонтированной из пазов катушки в течение 1 мин должно быть равно 1600 В, а после соединения схемы при частичном ремонте обмотки - 1300 В.
Сопротивление изоляции обмоток электродвигателей напряжением до 500 В после пропитки и сушки должно быть не менее 3 МОм для обмоток статора и 2 МОм - для обмоток ротора после полной перемотки и 1 МОм и 0,5 МОм соответственно после частичной перемотки. Эти значения сопротивлений изоляции обмоток рекомендованы, исходя из практики ремонта и эксплуатации отремонтированных электрических машин.
Меры безопасности.
Прежде чем приступать к работе следует осмотреть место предстоящей работы и привести его в порядок; если оно загромождено ненужными предметами, мешающими в работе, необходимо привести его в порядок и убрать все лишнее. Электродвигатель должен быть обесточен, установлено заземление, вывешены плакаты. На вводные концы кабеля электродвигателя наложить переносное заземление. Место работ оградить. Работать с применением средств индивидуальной защиты. Работать поверенными приборами, механизмами и испытанным электроинструментом и приспособлениями. Все операции в ходе капитального ремонта по ремонту узлов и деталей электродвигателя проводятся в специализированных цехах с применением специализированного оборудования.
Снятие ограждения должно быть возможно только с применением инструмента. При проведении работ в зоне, защищенной съемным ограждением, оно должно быть демонтировано полностью.
Сдвигаемые или съемные ограждения, дающие возможность доступа для проведения настройки или монтажа средств управления или датчиков на работающем насосе, не должны блокироваться, но должны исключать возможность несанкционированного доступа в потенциально опасную зону. Сдвигаемые ограждения, закрепленные на насосе, должны быть фиксированными и в открытом положении.
В ЭД должно быть отражено требование о запрещении снятия ограждений на работающем насосном агрегате. Для диагностики и оценки состояния того или иного узла во время работы должны быть предусмотрены смотровые окна в ограждениях, закрытые сетками, перфорацией, решетками.
Состав бригады.
Электромонтер по ремонту электрооборудования с не ниже 3 гр. по электробезопасности. Электромонтер по ремонту электрооборудования с 3 гр. по электробезопасности.
Инструмент.
Напильники.
Щетка по металлу.
Нож монтерский.
Ключи гаечные 6 - 32 мм.
Набор отверток.
Набор головок.
Отвертка слесарная.
Кисть плоская.
Монтировка.
Плоскогубцы.
Щётка-смётка.
Деревянный брусок
Набор свёрл
Ножовочное полотно
Электродуговая сварка (электрод ОММ5)
Ручные гильотинные ножницы
Ручные дисковые ножницы
Приспособления, приборы, механизмы, защитные средства.
Мегомметр 500 В
Уровень микрометрический
Набор щупов
Микроомметр
Штангенциркуль
Защитные каски
Указатель напряжения (380в).
Перчатки
Резиновые перчатки
Защитные очки
Переносной заземлитель
Сварочный аппарат
Моечная машина для мойки узлов и деталей электрических машин или ванна
Паста марки ХИОТ-6
Респиратор
Станок для обрезки лобовых частей обмоток СО-3М
Токарный станок
Установка газоплазменного напыления
Устройство для выправления кривизны вала
Станок для динамической балансировки ротора
Паяльник
Обмоточный станок
Обкаточный механизм
Материалы и запасные части.
Герметик
Стеклолента
Бумага наждачная
Материалы обтирочные
Лента киперная
Уайт-спирит
Комплект запасных подшипников
Запасное заземление
Запасной вентилятор
Моющий синтетический препарат МЛ-51
Паста марки ХИОТ-6
Набор стопоров
Набор шпилек
Клеящий лак
Прокладки из слюды
Текстолитовые клинья
Концентрированная азотная кислота
Шпатлёвка
Химически стойкая эмаль
Салфетки
10% раствор кальцинированной соды
Стеклотекстолит
Асбестовый картон
Чугунный электрод марки Б
Таблица 4.
Последовательность операций.
|
Наименование и содержание работ |
Оборудование и приспособления |
Технические требования |
|
|
Демонтировать и снять электродвигатель. |
Набор головок, отвертка слесарная, сварочный аппарат (если двигатель приварен). |
||
|
Провести предремонтные испытания. Если электродвигатель благополучно их проходит, то провести приёмо-сдаточные испытания. В случае, если он и их благополучно проходит, то отправить обратно в эксплуатацию. В случае, если электродвигатель не проходит данные испытания, то отправить на капитальный ремонт в электроремонтный цех. |
Мегомметр. |
Соответствие техническим паспортам по эксплуатации и электрическим схемам. Вал должен легко вращаться от руки, сопротивление изоляции должно быть не менее 0,5 МОм. |
|
|
Полная разборка электродвигателя. |
Ключи гаечные, набор отверток, набор головок, отвертка слесарная, молоток, съёмник, деревянный брусок, керосин, горелка, асбестовый картон, бирки, станок для обрезки лобовых частей обмоток СО-3М, крючки |
Разборка должна быть выполнена аккуратно. |
|
|
Очистка поверхности, мойка деталей и узлов. |
Уайт-спирит, ветошь, щётка по металлу, щётка-смётка, вода, моющий синтетический препарат МЛ-51, моечная машина для мойки узлов и деталей электрических машин или ванна, паста марки ХИОТ-6, резиновые перчатки, респиратор. |
Наличие загрязнений не допускается, во время разведения моющего средства рабочие должны быть обязательно в респираторе, защитных очках, в резиновых перчатках, со смазанными до локтей руками пастой марки ХИОТ-6. |
|
|
Дефектация всех деталей и узлов электрической машины. |
Щуп толщиной 0,2 мм, мегомметр, штангенциркуль |
Детали и узлы, которые не нуждаются в ремонте, отправляются в цех комплектации. Узлы и детали, которые нуждаются в ремонте, отправляются в соответствующие цеха для последующего ремонта. Детали и узлы не подлежащие ремонту заменяются на новые, которые в свою очередь поступают в цех комплектации. |
|
|
Ремонт сердечника. |
Набор стопоров, дрель, набор свёрл, ножовочное полотно, электродуговая сварка (электрод ОММ5 диаметром 2мм), набор шпилек, напильник, клеящий лак, текстолитовые клинья, молоток, прокладки из слюды, лак БТ-99, концентрированная азотная кислота, шпатлёвка, химически стойкая эмаль, салфетки, 10% раствор кальцинированной соды, вода, спирт, стеклотекстолит, клей ЭЛ-4. |
||
|
Ремонт корпуса и подшипниковых щитов. |
Напильник бархатный, печь, чугунный электрод марки Б, флюс, дрель, набор свёрл, раствор герметика 6Ф и воды, ацетон, металлическая щётка, молоток, сварка, плашки. |
||
|
Ремонт вала. |
Напильники, щётка по металлу, токарный станок, электрод Э42, электродуговая сварка (электрод ОММ5), дрель, набор свёрл, ацетон, установка газоплазменного напыления, резец, устройство для выправления кривизны вала. |
||
|
Ремонт короткозамкнутых обмоток ротора. |
Горелка, бензин, сварка, припой, чекан, молоток, дрель, набор свёрл, станок для динамической балансировки ротора. |
||
|
Изготовление и укладка обмоток. |
Паяльник, ручные гильотинные ножницы, ручные дисковые ножницы, обмоточный станок, молоток. |
||
|
Ремонт стержневой обмотки ротора и обмотки полюсов. |
Нож монтёрский, горелка, вода, паяльник, припой, щётка по металлу, электрокартон, пресс, обкаточный механизм. |
||
|
Пропитка обмотки статора и ротора. |
Лак марки МЛ-92. |
||
|
Сборка электродвигателя, динамическая балансировка ротора. |
Ключи гаечные, набор отверток, набор головок, отвертка слесарная, молоток, деревянный брусок, универсальный балансировочный станок. |
Сборка должна быть выполнена аккуратно. |
|
|
Проверка технического состояния подшипников, наличия смазки. В случае необходимости произвести их смазку, замену. |
Смазка, шприц для запрессовки смазки, комплект запасных подшипников. |
Подшипники должны быть хорошо смазаны, быть в хорошем техническом состоянии. |
|
|
Продувка статора и ротора сжатым воздухом. |
Компрессор. |
||
|
Проверка технического состояния вентилятора. Провести его замену, если имеются механические повреждения. |
Набор отверток, набор головок, отвертка слесарная, запасной вентилятор. |
Вентилятор должен быть правильной формы, не иметь сколов, трещин, не задевать кожух. |
|
|
Приёмо-сдаточные испытания, обкатка электродвигателя. |
Мегомметр, набор щупов. |
Результаты испытаний должны соответствовать значениям в паспорте двигателя. |
|
|
Проверка креплений после установки двигателя на прежнее место. |
Ключи гаечные, набор отверток, набор головок, отвертка слесарная. |
Все болты и гайки должны хорошо быть затянуты (но не перетянуты), не иметь срывов резьбы. Наличие изношенных или деформированных резиновых втулок не допускается, шкив, полумуфта или звездочка должны быть плотно насажены на валу и не иметь осевых перемещений. |
|
|
Осмотр элементов соединения двигателя с приводимым механизмом после установки электродвигателя на прежнее место. |
Трещины по швам, разрывы, перекосы, ослабления резьбовых соединений не допускаются. |
||
|
Проверка исправности заземления. В случае необходимости зачистить поверхности от ржавчины, подтянуть крепления, заменить неисправное заземление на новое. |
Ключи гаечные, набор отверток, набор головок, отвертка слесарная, запасное заземление. |
Отсутствие антикорозийного покрытия, ослабление крепления, механические повреждения не допускаются,. |
|
|
Проверка подсоединения и надежности уплотнения подводимых кабелей, технического состояния и герметичности вводных коробок и муфт уплотненного ввода; |
Набор слесарных щупов №1, набор отвёрток, набор головок. |
Шероховатость рабочей поверхности Rd не более 1,25 мкм. Изоляционное покрытие выводных концов обмоток электродвигателя и проводов, подводящих питание должны быть целыми. |
|
|
Проверка контактных соединений в коробке выводов. |
Набор отвёрток, набор головок, плоскогубцы. |
Доска зажимов (если она есть), не должна иметь сколы, трещины или обугленную поверхность. Изоляция в местах соединения проводов должна быть без повреждений и дефектов. |
|
|
Осмотр, зачистка и подтяжка контактных соединений. |
Шкурка шлифовальная тканевая, отвёртки, набор головок, ключи гаечные. |
Перекосы, наличие окиси, ослабления контактных соединений не допускаются. |
|
|
Проверка сопряжения деталей, обеспечивающих герметичность. |
Набор слесарных щупов №1, набор отвёрток, набор головок, герметик. |
Величины зазоров указаны в руководстве по эксплуатации. |
|
|
Проверка узлов автоматических выключателей. |
Набор отвёрток, набор головок, набор гаечных ключей, слесарная отвёртка. |
||
|
Проверка наличия маркировки кабелей, надписей и обозначений на кожухе. |
Кисть, краска, табличка. |
Отсутствие маркировки и надписей не допускаются. |